Protocase Ships WorldwideShips Worldwide


Custom CNC turned parts from round stock — cylindrical, square, or hexagonal shapes machined on our precision lathe, with no minimum order requirements and 2-3 day lead times.
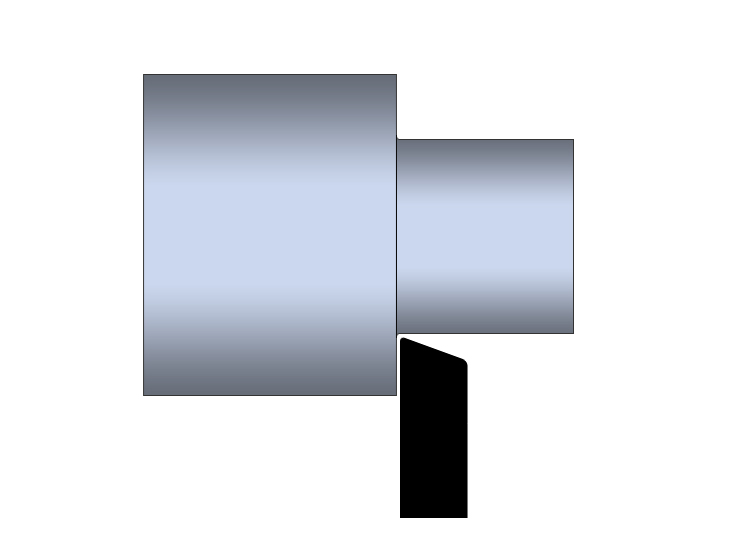
CNC Turning is a manufacturing process wherein metal round stock is held in a chuck on a spindle and rotated while a cutting tool is fed to the bar stock to remove material in order to create a desired shape.
Sometimes also referred to as CNC Lathe, CNC Turning is an effective way to make cylindrical parts, as well as other shapes, including squares or hexagons.






Corrosion resistant and lightweight
Good for structural integrity
(*Not in stock but can be sourced)
High resistance to corrosion with enhanced strength
Need a different material? Contact us - we can source a wide variety of materials.
At Protocase, we are able to turn your parts and components within 2-3 business days.
Note: Lead times may increase for larger jobs, or orders that include non-stock materials.
The length constraint for CNC turning is proportional to the diameter of the turned part. There are a number of factors that go into determining this.
Maximum length for a CNC turned part = 16" (406.4mm)*
*Internal features, such as bores, will reduce the maximum total length of part achievable. Simply subtract the maximum bore depth on your part from 16" to calculate your maximum part length. (Example: if a part has a 4" deep bore, its maximum length is 12").
| Diameter Range |
L/D #1 (No Tailstock) |
L/D #2 (With Tailstock) |
|---|---|---|
| 0 to 1" | 3 | 6 |
| 1 to 3" | 3 | 8 |
| Greater than 3" to 4" | 1 | 2 |

Need something more unique? Contact us - we may be able to design a solution to meet your needs.
Protocase utilizes an 8" diameter chuck with a 2" spindle bore that spins at 4,800 RPM, which is designed to hold round stock of almost any material.
Because the lathe is its own work holding, it needs enough geometry to support itself while rotating. It also needs to support the cutting forces required to cut it into shape, ergo limitations on the ratio of diameter to length are important.
For example, a 1/8" diameter rod cannot be machined 12" from the chuck as the part would bend. Generally speaking, the stick out cannot exceed five times the diameter of the part. However, this rule is often broken when dealing with certain geometries.
The largest item we can turn is defined by the machine work envelope:
Bar Stock: 8" x 17.5" | 203.20 mm x 444.50 mm
We are able to use very small tools to make corners with a very small corner radius.
Our suggested smallest inside corner radius would be no less than 0.032" (0.813mm) — for best economics.
If you need an even smaller corner radius, we stock 0.015" (0.381mm) tools. However, you may encounter depth limitations, material removal rates and increases in tool breakage rates, thus raising the cost of the part.
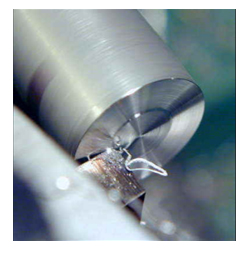
Turning Toolmarks without a secondary finish
The surface finish of CNC turned parts will have visible toolmarks, due to the spinning motion produced by the CNC lathe's cutter. This is considered a turned finish.
Need a smooth finish?
If you require a smooth, uniform finish to your part, we recommend choosing a secondary finish such as:
Fully finished to your specifications
Quantity 1 to high volume
Fast, efficient delivery via courier
Get your design quoted and assessed by our CNC team. We're here to help.
Stay Updated
Subscribe to our newsletter
to get our latest news.
Proudly Certified
© Protocase 2022 - All rights reserved.




