
Hem Bends
Sheet Metal Bend Types
Hem Bends
Short overview video
What is a Hem Bend in Sheet Metal Fabrication?
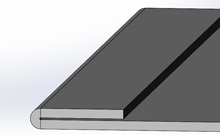
A hem bend is an edge of sheet metal that is bent 180 degrees and flattened on top of itself.
Hem bends add another layer of rigidity to any edge of a part, rather than a bare single-layer edge. This can be especially useful in long sections of a sheet-metal part that could be unstable. Hem bends will help keep the edges of a part straight and will drastically cut down on how much the material flexes.
Hem Bending Process
Hem bends are created on a press brake, with a large die bending the material as far as possible in order to create an overbend, then the bend is flattened with a flattening die to bend it on top of itself in order to make it flat.
Sequence of Hem Bends
Hem Bend Samples
Materials for Hem Bends
Hem bends can be created on many types of sheet metal, including aluminum, cold rolled steel, galvanneal and stainless steel, so long as the material doesn’t exceed the maximum thickness.
| Material | Maximum Material Thickness |
|---|---|
| Aluminum | 0.051” (1.295mm) |
| Cold Rolled Steel | 0.075” (1.905mm) |
| Galvanneal | 0.079” (2.007mm) |
| Stainless Steel | 0.063” (1.6mm) |
Hem Bend Design Constraints and Guidelines
To successfully create a hem bend, sufficient material must be available to be flattened on top of itself. For this reason, we require a hem bend to be at minimum 0.5” (12.7mm) long.
Additionally, hem bends must be strategically placed in an area of your design that allows unobstructed access for our bending tools, without interference from surrounding geometry.
If you have questions, our Engineering & Design Services team is available to review your design and assess the feasibility of your hem bend placement.
Finishes
Parts with hem bends can be treated with any of our finishes, so long as the part meets the minimum and maximum dimensions for the particular finish you choose.



