Protocase Ships WorldwideShips Worldwide

Precise CNC milling with 5-axis and 3-axis capabilities. Custom parts and enclosures machined to tolerances of a few thousandths of an inch, with no minimum order requirements.
Low Complexity
2-3 days
High Complexity
5-15 days
1
No MOQ
We never enforce a minimum order quantity
| Protocase Machining | Traditional Machine Shops | Online Vendors | |
|---|---|---|---|
| Standard Fast 2-3 Day Lead Time | |||
| Consistent Quality | |||
| Complete In-House Finishing Options | |||
| Never Bumping For High-Volume Work | |||
| Flexible Ordering Process | |||
| Human to Human Interaction | |||
| Streamlined Online Communication |

Linear Carriage

Machined Coupler

Machined Enclosure with Connector Cutouts

Machined Enclosure with Connector Cutouts and Detailed Pocketed Features

Machined Enclosure with RAL 3005 Wine Red Powdercoat and Digital Print

Machined Heat Sink

Machined Shaft Retainer Mount

Winch Mounting Block Showing Media Blast Finish on Left and No Finish on Right
Powered by High-Velocity Mass Customization (HVMC), we offer a wide range of customization options, serving as your one-stop shop for fully-finished machined parts and enclosures.
We stock a wide selection of materials, from metals to plastics, to meet your specific requirements. Plus, we can source non-stock materials if needed.
*While we don’t stock this material, we can order it for you as a special request from our network of suppliers.
CNC Machining produces a unique finish with visible toolmarks from the spinning cutters of our milling machines. We also offer cosmetic finishes to improve aesthetics.
We also offer functional finishes to improve the performance of your custom machined part.
Want to add graphics and permanent markings to your parts? These are great for adding branding, serialization, labeling, and more.
*Due to geometry, digital print can only be applied on the outside of machined enclosures, panels and parts – not on interior pockets.
Our 5-axis machining provides a vast variety of possibilities when it comes to part sizes and shapes. It offers the highest precision and quality available.
5-axis refers to the number of directions in which the cutting tool can move. You can process five sides of a part in single setup, because the cutting tool moves across the X, Y and Z linear axes, as well as rotates on the B and C axes. This allows the cutting tool to approach the part from any direction.
3-axis machining employs cutting parts on three axes: the X, Y and Z. The machining tool removes materials in three basic directions that correspond to the axis of a flat surface.
It is suitable for parts with shallow features, such as pockets and grooves.
To ensure we can process your order as quickly and effectively as possible, please familiarize yourself with our CNC machining work envelope. The largest item we can mill depends on the material and machine used.
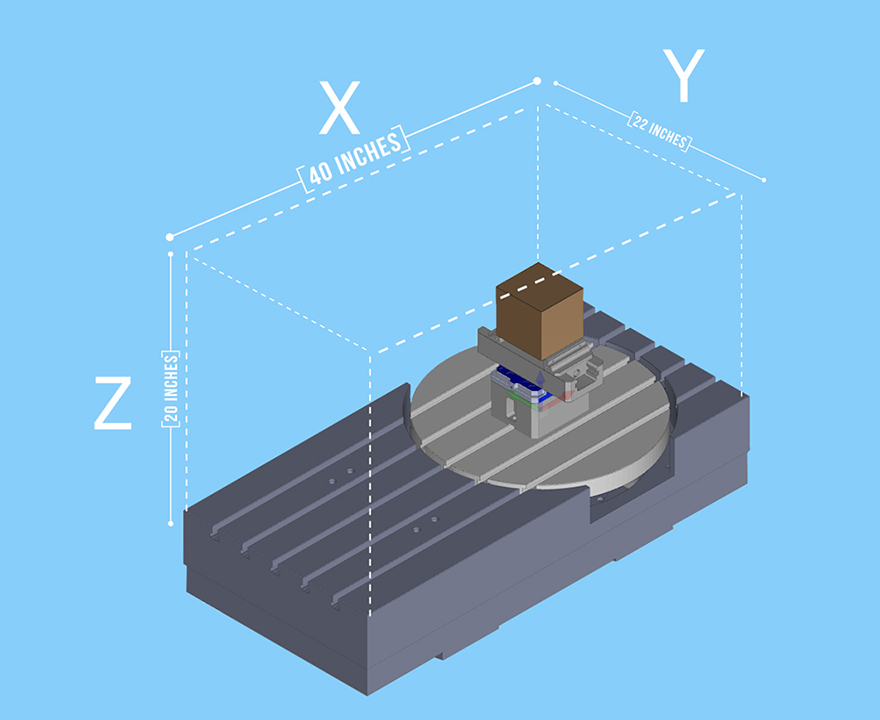
| Work Envelope | 40" × 22" × 20" (1016mm × 558.8mm × 508mm) |
| Can cut materials up to | 4' × 8' (1219.2mm × 2438.4mm) and 1" (24.5mm) thick |
Certain size, angles, curves and contour limitations exist for machining.
The maximum size sheet metal parts we are able to mill in a single setup are:
Our bar stock ranges from 10-20 feet in length that we can cut to size. The maximum length of bar stock in a single setup are:
The table below outlines the tolerance level associated with each level of precision.
X is the Tolerance, where conventional dimensioning and tolerancing would be displayed as Nominal Dimension ± X| Standard Precision | Premium Precision | Ultra Precision |
|---|---|---|
| X ≥ ±0.005" (0.13mm) | ±0.005" (0.13mm) > X > ±0.001" (0.025mm) | ±0.001" (0.025mm) ≥ X ≥ ±0.0001" (0.0025mm) |
Best Practice
Using the largest possible radii for your design will improve surface finish quality and lower machining costs.
Large Radii = Larger Tools = Faster Cuts = Less Time = Lower Cost
• There are limitations with depth, as smaller diameter tools can often only be used for shallower features. This creates an inverse relationship between corner radii and feature depth.
• Recommended Minimums: The chart below shows our recommended minimum radius for different depth ranges. These are values for which we have well-established, efficient processes.
• Theoretical Minimums: While we can technically achieve smaller radii than recommended, doing so will increase costs and may negatively impact the quality of the surface finish. We always suggest keeping radii as large as your design allows.
| Feature Depth | Minimum Radius | Recommended Minimum Radius |
|---|---|---|
| 0.470" (11.938mm) | 0.016" (0.406mm) | 0.031" (0.787mm) |
| 0.750" (19.05mm) | 0.032" (0.813mm) | 0.063" (1.6mm) |
| 2.000" (50.8mm) | 0.063" (1.6mm) | 0.094" (2.388mm) |
| 3.000" (76.2mm) | 0.125" (3.175mm) | 0.150" (3.81mm) |
| 3.250" (82.55mm) | 0.250" (6.35mm) | 0.275" (6.985mm) |
| 4.250" (107.95mm) | 0.300" (7.62mm) | 0.500" (12.7mm) |
We can sometimes accommodate even smaller corner radii. Contact us to discuss your specific needs.
Fully finished to your specifications
Quantity 1 to high volume
Fast, efficient delivery via courier
Get your design quoted and assessed by our CNC team. We're here to help.
Stay Updated
Subscribe to our newsletter
to get our latest news.
Proudly Certified
© Protocase 2022 - All rights reserved.




