
W Bends
Sheet Metal Bend Types
W Bends
Short overview video
What is W-Bending?
W-Bending, also known as “Back Bending” is a technique used to form deep U-shaped profiles without the need for specialized tooling.
This works by first forming a slight bend in the middle of the part, then forming the side bends to create a W-shape. The slight bend in the middle is then flattened back to form a U-shape.
Previously, profiles with a deep U-shape have had to be separated into two parts, and then welded together to create the U-Shape profile. W-Bending is an excellent replacement for this process, so long as the part requirements and dimensions meet the constraints outlined below.
Materials for W Bends
Currently, we offer W Bending as a tested process for our following stocked 5052- H32 Aluminum:
| Gauge | Thickness | Thickness Tolerance |
|---|---|---|
| 8 gauge | (0.1285" | 3.26mm) | ± 0.007 | ± 0.18mm |
| 10 gauge | (0.102" | 2.59mm) | ± 0.006 | ± 0.15mm |
| 11 gauge | (0.091" | 2.31 mm) | ± 0.0045" | 0.114mm |
| 12 gauge | (0.081" | 2.06 mm) | ± 0.0045" | 0.114mm |
| 14 gauge | (0.064" | 1.63 mm) | ± 0.0040" | 0.102mm |
| 16 gauge | (0.051" | 1.30 mm) | ± 0.0035" | 0.089mm |
We are in the process of testing W-bending with our other stocked materials to determine which materials can guarantee a quality end-result.
If you require a deep U-Shape profile in another type of material, contact us to discuss your options.
W Bends Examples
W Bend Design Constraints and Guidelines
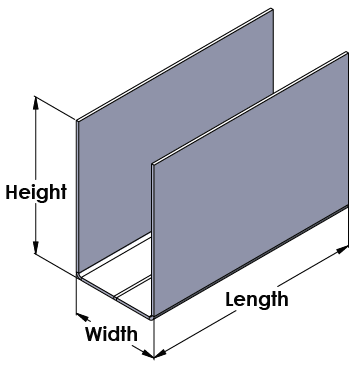
The following dimensional constraints for U-shaped profiles should be taken into account to ensure proper clearances for our machines and tooling.
- ★Maximum length = 35.875” (911.225mm)
- ★Minimum recommended width = 3.75” (95.25mm)
- ★If the height is less than 2.5x the width, the maximum height is 23” (584.2mm)
- ★If the height is more than 2.5x the width, the maximum height is 13.5” (342.9mm)
Flattening the W-bend may increase dimensions measured across it by up to +0.010” (0.0254mm); standard bending tolerances must be taken into account for the side flanges as well.
The flattening process for the W-bend is not perfect, a slight +/-1° bend may remain after flattening.
Parts cannot have flanges crossing the W-bend. Cutouts on the same face as the W- bend may become distorted if they’re too close to the W-bend. As a result, it’s recommended to keep cutouts about 0.750” (19.05mm) away from the middle of the face. However, cutouts centered across the W-bend should have only minor distortion.
Finishing Constraints
The W-bending process leaves a visible crease on the part, which is most noticeable on the outside surface.
While it’s possible to buff out the crease somewhat, it may still be visible. Buffing out the crease may thin the material below its thickness tolerance.
There are finishing options available to reduce its visibility.
Recommended Option
Powder coat is recommended to reduce the visibility of the W-bend crease.
A textured powder coat is the best option for minimizing the crease's visibility. We do not recommend a glossy powder coat, as it can make the crease more noticeable.
Finishing Option with Limitations
Grained finish is another option to reduce the visibility of the crease. However, the buffing and re-graining required often results in the material being thinned below its standard thickness tolerance around the crease.



