Bend Radii & Minimum Bend Sizes
Bend Radii & Minimum Bend Sizes
It is most economical to use a single bend radius throughout the design, but if necessary, you can utilize multiple radii.
Use this document to choose values that are both manufacturable and meet your needs. If you need help choosing a value, contact us at info@protocase.com or 1-866-849-3911 and we can help. Alternatively, you can design with any value, and we can adjust it for you later in the process.
The tables below show bend radii and minimum bend sizes for materials and tooling combinations stocked by Protocase. It is possible to choose other bends, but tooling charges may apply.
To use the tables below:
- Refer to table(s) for your choice of material.
- Refer to the first column to choose your material thickness.
- Consider what minimum bend size you require (Only consider lines that meet your minimum bend requirement).
- You may choose any bend radius on this line(s).
- If you have multiple options, optimize your choice.
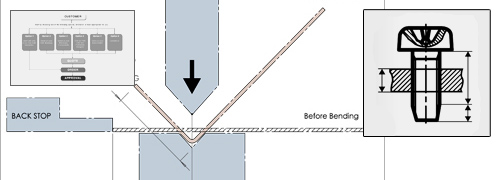
Minimum Bend Dimension
Geometry of tooling imposes a minimum bend dimension. The diagram shows one such mechanism. Refer to the chart for values for folder as well as various press brake tooling combinations.
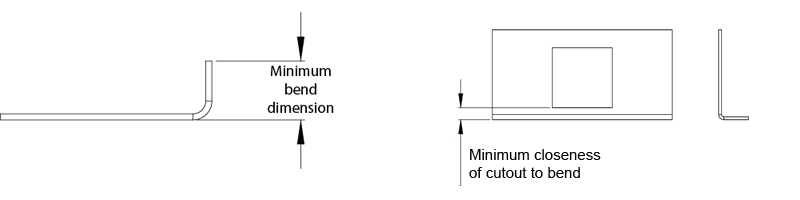
Tip: Use the minimum bend dimension values in the charts below for your minimum closeness of cutout to a bend.
Minimum Flange and Minimum Hole
We’ve broken down our minimum bend radii into two values: minimum hole distance and minimum flange distance.
Minimum hole distance specifies how far a hole must be placed from the bend radii to ensure it will not warp. Minimum hole distance applies only for round holes and rounded slots oriented perpendicular to the bend radii.
Minimum flange is the minimum distance that the edge of a flange, or particular types of cutouts (rounded slots parallel to the bend, rectangular or oval-shaped cutouts) can be outside of the bend.

Refer to the material tables below for minimum flange and minimum hole values.
MATERIAL, BEND RADII AND MINIMUM BEND SIZE CHARTS
Note 1: The bend radius you select may not be available if the geometry of the part will not allow us to bend with the
specific tooling required to achieve that radius.
If your bend radius needs to be adjusted, a member of Engineering & Design Services team will contact you before your design is manufactured.
Note 2: Increasing your thickness and using smaller bend radius tools (radius value is less than the thickness of
material) will increase your chances of cracking along the outside of the bends. This is hard to predict and is due to a
number of factors such as tool radius and length/width of bend.
Cold Rolled Steel
| Material and Grade | Thickness | Minimum Bend | Bend Radius | Min Flange | Min Hole |
|---|---|---|---|---|---|
| .020_1075 Annealed Spring Steel | (0.02" | 0.51mm ) | 0.75" | 19.05mm | 0.605" | 15.37mm | 0.75" | 0.75" |
| .020_1075 Annealed Spring Steel | (0.02" | 0.51mm ) | 0.2" | 5.08mm | 0.05" | 1.27mm | 0.2" | 0.2" |
| .030_22GAGE _ A1008 Cold Rolled Steel | 22 gauge (0.03" | 0.76mm ) | 0.5" | 12.70mm | 0.09" | 2.29mm | 0.5" | 0.24" |
| .030_22GAGE _ A1008 Cold Rolled Steel | 22 gauge (0.03" | 0.76mm ) | 0.375" | 9.52mm | 0.085" | 2.16mm | 0.375" | 0.375" |
| .030_22GAGE _ A1008 Cold Rolled Steel | 22 gauge (0.03" | 0.76mm ) | 0.2" | 5.08mm | 0.05" | 1.27mm | 0.2" | 0.14" |
| .030_22GAGE _ A1008 Cold Rolled Steel | 22 gauge (0.03" | 0.76mm ) | 0.265" | 6.73mm | 0.07" | 1.78mm | 0.265" | 0.265" |
| .030_22GAGE _ A1008 Cold Rolled Steel | 22 gauge (0.03" | 0.76mm ) | 0.55" | 13.97mm | 0.025" | 0.64mm | 0.55" | 0.55" |
| .030_22GAGE _ A1008 Cold Rolled Steel | 22 gauge (0.03" | 0.76mm ) | 0.2" | 5.08mm | 0.04" | 1.02mm | 0.2" | 0.14" |
| .030_22GAGE _ A1008 Cold Rolled Steel | 22 gauge (0.03" | 0.76mm ) | 0.265" | 6.73mm | 0.065" | 1.65mm | 0.265" | 0.185" |
| .030_22GAGE _ A1008 Cold Rolled Steel | 22 gauge (0.03" | 0.76mm ) | 0.265" | 6.73mm | 0.055" | 1.40mm | 0.265" | 0.185" |
| STEEL PERF, .030THK, 0.125DIA, STAG 0.188 CTRS, SHT SIZE 3ft X 8ft (40% OPEN) ASTM(± 0.0030) | (0.03" | 0.76mm ) | 0.2" | 5.08mm | 0.05" | 1.27mm | 0.2" | 0.2" |
| .036_20GAGE_ A1008 Cold Rolled Steel | 20 gauge (0.036" | 0.91mm ) | 0.5" | 12.70mm | 0.11" | 2.79mm | 0.5" | 0.24" |
| .036_20GAGE_ A1008 Cold Rolled Steel | 20 gauge (0.036" | 0.91mm ) | 0.55" | 13.97mm | 0.03" | 0.76mm | 0.55" | 0.55" |
| .036_20GAGE_ A1008 Cold Rolled Steel | 20 gauge (0.036" | 0.91mm ) | 0.2" | 5.08mm | 0.04" | 1.02mm | 0.2" | 0.14" |
| .036_20GAGE_ A1008 Cold Rolled Steel | 20 gauge (0.036" | 0.91mm ) | 0.2" | 5.08mm | 0.05" | 1.27mm | 0.2" | 0.14" |
| .036_20GAGE_ A1008 Cold Rolled Steel | 20 gauge (0.036" | 0.91mm ) | 1.375" | 34.92mm | 0.375" | 9.52mm | 1.375" | 1.375" |
| .036_20GAGE_ A1008 Cold Rolled Steel | 20 gauge (0.036" | 0.91mm ) | 0.265" | 6.73mm | 0.055" | 1.40mm | 0.265" | 0.195" |
| .036_20GAGE_ A1008 Cold Rolled Steel | 20 gauge (0.036" | 0.91mm ) | 0.2" | 5.08mm | 0.035" | 0.89mm | 0.2" | 0.14" |
| .036_20GAGE_ A1008 Cold Rolled Steel | 20 gauge (0.036" | 0.91mm ) | 0.265" | 6.73mm | 0.065" | 1.65mm | 0.265" | 0.195" |
| .036_20GAGE_ A1008 Cold Rolled Steel | 20 gauge (0.036" | 0.91mm ) | 0.375" | 9.52mm | 0.07" | 1.78mm | 0.375" | 0.375" |
| .048_18GAGE_ A1008 Cold Rolled Steel | 18 gauge (0.048" | 1.22mm ) | 0.375" | 9.52mm | 0.125" | 3.18mm | 0.375" | 0.375" |
| .048_18GAGE_ A1008 Cold Rolled Steel | 18 gauge (0.048" | 1.22mm ) | 0.5" | 12.70mm | 0.12" | 3.05mm | 0.5" | 0.5" |
| .048_18GAGE_ A1008 Cold Rolled Steel | 18 gauge (0.048" | 1.22mm ) | 0.2" | 5.08mm | 0.045" | 1.14mm | 0.2" | 0.15" |
| .048_18GAGE_ A1008 Cold Rolled Steel | 18 gauge (0.048" | 1.22mm ) | 0.55" | 13.97mm | 0.03" | 0.76mm | 0.55" | 0.55" |
| .048_18GAGE_ A1008 Cold Rolled Steel | 18 gauge (0.048" | 1.22mm ) | 1.375" | 34.92mm | 0.375" | 9.52mm | 1.375" | 1.375" |
| .048_18GAGE_ A1008 Cold Rolled Steel | 18 gauge (0.048" | 1.22mm ) | 0.2" | 5.08mm | 0.03" | 0.76mm | 0.2" | 0.15" |
| .048_18GAGE_ A1008 Cold Rolled Steel | 18 gauge (0.048" | 1.22mm ) | 0.3" | 7.62mm | 0.04" | 1.02mm | 0.3" | 0.2" |
| .048_18GAGE_ A1008 Cold Rolled Steel | 18 gauge (0.048" | 1.22mm ) | 0.2" | 5.08mm | 0.04" | 1.02mm | 0.2" | 0.15" |
| .048_18GAGE_ A1008 Cold Rolled Steel | 18 gauge (0.048" | 1.22mm ) | 0.153" | 3.89mm | 0.04" | 1.02mm | 0.153" | 0.14" |
| .048_18GAGE_ A1008 Cold Rolled Steel | 18 gauge (0.048" | 1.22mm ) | 0.3" | 7.62mm | 0.06" | 1.52mm | 0.3" | 0.3" |
| .048_18GAGE_ A1008 Cold Rolled Steel | 18 gauge (0.048" | 1.22mm ) | 0.5" | 12.70mm | 0.105" | 2.67mm | 0.5" | 0.5" |
| .048_18GAGE_ A1008 Cold Rolled Steel | 18 gauge (0.048" | 1.22mm ) | 0.375" | 9.52mm | 0.05" | 1.27mm | 0.375" | 0.375" |
| .048_18GAGE_ A1008 Cold Rolled Steel | 18 gauge (0.048" | 1.22mm ) | 0.265" | 6.73mm | 0.062" | 1.57mm | 0.265" | 0.265" |
| .048_18GAGE_ A1008 Cold Rolled Steel | 18 gauge (0.048" | 1.22mm ) | 0.265" | 6.73mm | 0.05" | 1.27mm | 0.265" | 0.2" |
| .048_18GAGE_ A1008 Cold Rolled Steel | 18 gauge (0.048" | 1.22mm ) | 1.5" | 38.10mm | 1.1" | 27.94mm | 1.5" | 1.5" |
| .048_18GAGE_ A1008 Cold Rolled Steel | 18 gauge (0.048" | 1.22mm ) | 0.265" | 6.73mm | 0.065" | 1.65mm | 0.265" | 0.2" |
| .060_16GAGE_ A1008 Cold Rolled Steel | 16 gauge (0.06" | 1.52mm ) | 0.5" | 12.70mm | 0.08" | 2.03mm | 0.5" | 0.26" |
| .060_16GAGE_ A1008 Cold Rolled Steel | 16 gauge (0.06" | 1.52mm ) | 0.265" | 6.73mm | 0.062" | 1.57mm | 0.265" | 0.265" |
| .060_16GAGE_ A1008 Cold Rolled Steel | 16 gauge (0.06" | 1.52mm ) | 1.5" | 38.10mm | 0.995" | 25.27mm | 1.5" | 1.5" |
| .060_16GAGE_ A1008 Cold Rolled Steel | 16 gauge (0.06" | 1.52mm ) | 0.265" | 6.73mm | 0.055" | 1.40mm | 0.265" | 0.265" |
| .060_16GAGE_ A1008 Cold Rolled Steel | 16 gauge (0.06" | 1.52mm ) | 0.3" | 7.62mm | 0.062" | 1.57mm | 0.3" | 0.3" |
| .060_16GAGE_ A1008 Cold Rolled Steel | 16 gauge (0.06" | 1.52mm ) | 1.5" | 38.10mm | 0.985" | 25.02mm | 1.5" | 1.5" |
| .060_16GAGE_ A1008 Cold Rolled Steel | 16 gauge (0.06" | 1.52mm ) | 0.2" | 5.08mm | 0.04" | 1.02mm | 0.2" | 0.16" |
| .060_16GAGE_ A1008 Cold Rolled Steel | 16 gauge (0.06" | 1.52mm ) | 0.22" | 5.59mm | 0.04" | 1.02mm | 0.22" | 0.16" |
| .060_16GAGE_ A1008 Cold Rolled Steel | 16 gauge (0.06" | 1.52mm ) | 0.5" | 12.70mm | 0.125" | 3.18mm | 0.5" | 0.5" |
| .060_16GAGE_ A1008 Cold Rolled Steel | 16 gauge (0.06" | 1.52mm ) | 0.335" | 8.51mm | 0.07" | 1.78mm | 0.335" | 0.19" |
| .060_16GAGE_ A1008 Cold Rolled Steel | 16 gauge (0.06" | 1.52mm ) | 0.55" | 13.97mm | 0.03" | 0.76mm | 0.55" | 0.55" |
| .060_16GAGE_ A1008 Cold Rolled Steel | 16 gauge (0.06" | 1.52mm ) | 1.375" | 34.92mm | 0.375" | 9.52mm | 1.375" | 1.375" |
| .060_16GAGE_ A1008 Cold Rolled Steel | 16 gauge (0.06" | 1.52mm ) | 0.265" | 6.73mm | 0.05" | 1.27mm | 0.265" | 0.265" |
| .060_16GAGE_ A1008 Cold Rolled Steel | 16 gauge (0.06" | 1.52mm ) | 1.375" | 34.92mm | 1.11" | 28.19mm | 1.375" | 1.375" |
| .060_16GAGE_ A1008 Cold Rolled Steel | 16 gauge (0.06" | 1.52mm ) | 0.375" | 9.52mm | 0.075" | 1.90mm | 0.375" | 0.375" |
| .060_16GAGE_ A1008 Cold Rolled Steel | 16 gauge (0.06" | 1.52mm ) | 0.3" | 7.62mm | 0.06" | 1.52mm | 0.3" | 0.21" |
| .060_16GAGE_ A1008 Cold Rolled Steel | 16 gauge (0.06" | 1.52mm ) | 0.5" | 12.70mm | 0.24" | 6.10mm | 0.5" | 0.5" |
| .060_16GAGE_ A1008 Cold Rolled Steel | 16 gauge (0.06" | 1.52mm ) | 0.3" | 7.62mm | 0.055" | 1.40mm | 0.3" | 0.21" |
| .060_16GAGE_ A1008 Cold Rolled Steel | 16 gauge (0.06" | 1.52mm ) | 0.2" | 5.08mm | 0.045" | 1.14mm | 0.2" | 0.16" |
| .060_16GAGE_ A1008 Cold Rolled Steel | 16 gauge (0.06" | 1.52mm ) | 0.22" | 5.59mm | 0.045" | 1.14mm | 0.22" | 0.16" |
| .075_14GAGE_ A1008 Cold Rolled Steel | 14 gauge (0.075" | 1.90mm ) | 0.5" | 12.70mm | 0.08" | 2.03mm | 0.5" | 0.29" |
| .075_14GAGE_ A1008 Cold Rolled Steel | 14 gauge (0.075" | 1.90mm ) | 0.3" | 7.62mm | 0.04" | 1.02mm | 0.3" | 0.23" |
| .075_14GAGE_ A1008 Cold Rolled Steel | 14 gauge (0.075" | 1.90mm ) | 0.275" | 6.98mm | 0.062" | 1.57mm | 0.275" | 0.23" |
| .075_14GAGE_ A1008 Cold Rolled Steel | 14 gauge (0.075" | 1.90mm ) | 1.375" | 34.92mm | 0.375" | 9.52mm | 1.375" | 1.375" |
| .075_14GAGE_ A1008 Cold Rolled Steel | 14 gauge (0.075" | 1.90mm ) | 0.375" | 9.52mm | 0.04" | 1.02mm | 0.375" | 0.375" |
| .075_14GAGE_ A1008 Cold Rolled Steel | 14 gauge (0.075" | 1.90mm ) | 0.3" | 7.62mm | 0.06" | 1.52mm | 0.3" | 0.3" |
| .075_14GAGE_ A1008 Cold Rolled Steel | 14 gauge (0.075" | 1.90mm ) | 0.335" | 8.51mm | 0.08" | 2.03mm | 0.335" | 0.23" |
| .075_14GAGE_ A1008 Cold Rolled Steel | 14 gauge (0.075" | 1.90mm ) | 0.3" | 7.62mm | 0.045" | 1.14mm | 0.3" | 0.23" |
| .075_14GAGE_ A1008 Cold Rolled Steel | 14 gauge (0.075" | 1.90mm ) | 0.3" | 7.62mm | 0.062" | 1.57mm | 0.3" | 0.3" |
| .075_14GAGE_ A1008 Cold Rolled Steel | 14 gauge (0.075" | 1.90mm ) | 0.3" | 7.62mm | 0.055" | 1.40mm | 0.3" | 0.23" |
| .075_14GAGE_ A1008 Cold Rolled Steel | 14 gauge (0.075" | 1.90mm ) | 0.5" | 12.70mm | 0.125" | 3.18mm | 0.5" | 0.5" |
| .075_14GAGE_ A1008 Cold Rolled Steel | 14 gauge (0.075" | 1.90mm ) | 0.5" | 12.70mm | 0.1" | 2.54mm | 0.5" | 0.3" |
| .090_13GAGE_A1008 Cold Rolled Steel | 13 gauge (0.09" | 2.29mm ) | 0.375" | 9.52mm | 0.045" | 1.14mm | 0.375" | 0.24" |
| .090_13GAGE_A1008 Cold Rolled Steel | 13 gauge (0.09" | 2.29mm ) | 0.5" | 12.70mm | 0.075" | 1.90mm | 0.5" | 0.32" |
| .090_13GAGE_A1008 Cold Rolled Steel | 13 gauge (0.09" | 2.29mm ) | 1.375" | 34.92mm | 0.375" | 9.52mm | 1.375" | 1.375" |
| .090_13GAGE_A1008 Cold Rolled Steel | 13 gauge (0.09" | 2.29mm ) | 0.375" | 9.52mm | 0.055" | 1.40mm | 0.375" | 0.24" |
| .090_13GAGE_A1008 Cold Rolled Steel | 13 gauge (0.09" | 2.29mm ) | 0.375" | 9.52mm | 0.05" | 1.27mm | 0.375" | 0.24" |
| .090_13GAGE_A1008 Cold Rolled Steel | 13 gauge (0.09" | 2.29mm ) | 0.5" | 12.70mm | 0.065" | 1.65mm | 0.5" | 0.5" |
| .090_13GAGE_A1008 Cold Rolled Steel | 13 gauge (0.09" | 2.29mm ) | 1.375" | 34.92mm | 0.28" | 7.11mm | 1.375" | 1.375" |
| .090_13GAGE_A1008 Cold Rolled Steel | 13 gauge (0.09" | 2.29mm ) | 0.5" | 12.70mm | 0.08" | 2.03mm | 0.5" | 0.5" |
| .090_13GAGE_A1008 Cold Rolled Steel | 13 gauge (0.09" | 2.29mm ) | 0.5" | 12.70mm | 0.06" | 1.52mm | 0.5" | 0.32" |
| .090_13GAGE_A1008 Cold Rolled Steel | 13 gauge (0.09" | 2.29mm ) | 0.5" | 12.70mm | 0.08" | 2.03mm | 0.5" | 0.32" |
| .090_13GAGE_A1008 Cold Rolled Steel | 13 gauge (0.09" | 2.29mm ) | 0.375" | 9.52mm | 0.04" | 1.02mm | 0.375" | 0.24" |
| .090_13GAGE_A1008 Cold Rolled Steel | 13 gauge (0.09" | 2.29mm ) | 0.375" | 9.52mm | 0.06" | 1.52mm | 0.375" | 0.375" |
| .105_12GAGE_ A1008 Cold Rolled Steel | 12 gauge (0.105" | 2.67mm ) | 0.5" | 12.70mm | 0.085" | 2.16mm | 0.5" | 0.5" |
| .105_12GAGE_ A1008 Cold Rolled Steel | 12 gauge (0.105" | 2.67mm ) | 0.5" | 12.70mm | 0.05" | 1.27mm | 0.5" | 0.34" |
| .105_12GAGE_ A1008 Cold Rolled Steel | 12 gauge (0.105" | 2.67mm ) | 0.5" | 12.70mm | 0.065" | 1.65mm | 0.5" | 0.34" |
| .105_12GAGE_ A1008 Cold Rolled Steel | 12 gauge (0.105" | 2.67mm ) | 0.5" | 12.70mm | 0.07" | 1.78mm | 0.5" | 0.5" |
| .120_11GAGE_A1008 Cold Rolled Steel | 11 gauge (0.12" | 3.05mm ) | 0.5" | 12.70mm | 0.045" | 1.14mm | 0.5" | 0.34" |
| .120_11GAGE_A1008 Cold Rolled Steel | 11 gauge (0.12" | 3.05mm ) | 0.5" | 12.70mm | 0.06" | 1.52mm | 0.5" | 0.5" |
| .120_11GAGE_A1008 Cold Rolled Steel | 11 gauge (0.12" | 3.05mm ) | 0.75" | 19.05mm | 0.16" | 4.06mm | 0.75" | 0.75" |
| .120_11GAGE_A1008 Cold Rolled Steel | 11 gauge (0.12" | 3.05mm ) | 0.366" | 9.30mm | 0.07" | 1.78mm | 0.366" | 0.31" |
| .120_11GAGE_A1008 Cold Rolled Steel | 11 gauge (0.12" | 3.05mm ) | 1.375" | 34.92mm | 0.375" | 9.52mm | 1.375" | 1.375" |
| .120_11GAGE_A1008 Cold Rolled Steel | 11 gauge (0.12" | 3.05mm ) | 0.5" | 12.70mm | 0.06" | 1.52mm | 0.5" | 0.34" |
| .120_11GAGE_A1008 Cold Rolled Steel | 11 gauge (0.12" | 3.05mm ) | 0.5" | 12.70mm | 0.085" | 2.16mm | 0.5" | 0.5" |
| .120_11GAGE_A1008 Cold Rolled Steel | 11 gauge (0.12" | 3.05mm ) | 0.5" | 12.70mm | 0.115" | 2.92mm | 0.5" | 0.5" |
| (0.25" | 6.35mm ) | 1.5" | 38.10mm | 0.25" | 6.35mm | 1.5" | 1.5" | |
| (0.25" | 6.35mm ) | 1.375" | 34.92mm | 0.17" | 4.32mm | 1.375" | 1.375" | |
| (0.25" | 6.35mm ) | 1.5" | 38.10mm | 0.35" | 8.89mm | 1.5" | 1.5" | |
| (0.25" | 6.35mm ) | 1.375" | 34.92mm | 0.25" | 6.35mm | 1.375" | 1.375" |
Galvanneal
| Material and Grade | Thickness | Minimum Bend | Bend Radius | Min Flange | Min Hole |
|---|---|---|---|---|---|
| .040 _20GAGE_A01 Galvanneal | 20 gauge (0.04" | 1.02mm ) | 0.375" | 9.52mm | 0.07" | 1.78mm | 0.375" | 0.375" |
| .040 _20GAGE_A01 Galvanneal | 20 gauge (0.04" | 1.02mm ) | 0.3" | 7.62mm | 0.062" | 1.57mm | 0.3" | 0.3" |
| .040 _20GAGE_A01 Galvanneal | 20 gauge (0.04" | 1.02mm ) | 0.55" | 13.97mm | 0.04" | 1.02mm | 0.55" | 0.55" |
| .040 _20GAGE_A01 Galvanneal | 20 gauge (0.04" | 1.02mm ) | 0.5" | 12.70mm | 0.09" | 2.29mm | 0.5" | 0.5" |
| .040 _20GAGE_A01 Galvanneal | 20 gauge (0.04" | 1.02mm ) | 0.2" | 5.08mm | 0.04" | 1.02mm | 0.2" | 0.2" |
| .040 _20GAGE_A01 Galvanneal | 20 gauge (0.04" | 1.02mm ) | 0.265" | 6.73mm | 0.07" | 1.78mm | 0.265" | 0.265" |
| .040 _20GAGE_A01 Galvanneal | 20 gauge (0.04" | 1.02mm ) | 0.2" | 5.08mm | 0.045" | 1.14mm | 0.2" | 0.14" |
| .040 _20GAGE_A01 Galvanneal | 20 gauge (0.04" | 1.02mm ) | 0.265" | 6.73mm | 0.062" | 1.57mm | 0.265" | 0.265" |
| .040 _20GAGE_A01 Galvanneal | 20 gauge (0.04" | 1.02mm ) | 0.265" | 6.73mm | 0.055" | 1.40mm | 0.265" | 0.265" |
| .040 _20GAGE_A01 Galvanneal | 20 gauge (0.04" | 1.02mm ) | 0.5" | 12.70mm | 0.08" | 2.03mm | 0.5" | 0.5" |
| .040 _20GAGE_A01 Galvanneal | 20 gauge (0.04" | 1.02mm ) | 1.375" | 34.92mm | 0.35" | 8.89mm | 1.375" | 1.375" |
| .040 _20GAGE_A01 Galvanneal | 20 gauge (0.04" | 1.02mm ) | 0.2" | 5.08mm | 0.05" | 1.27mm | 0.2" | 0.2" |
| .040 _20GAGE_A01 Galvanneal | 20 gauge (0.04" | 1.02mm ) | 0.2" | 5.08mm | 0.04" | 1.02mm | 0.2" | 0.14" |
| .052_18GAGE_A01 Galvanneal | 18 gauge (0.052" | 1.32mm ) | 0.5" | 12.70mm | 0.07" | 1.78mm | 0.5" | 0.23" |
| .052_18GAGE_A01 Galvanneal | 18 gauge (0.052" | 1.32mm ) | 0.55" | 13.97mm | 0.03" | 0.76mm | 0.55" | 0.55" |
| .052_18GAGE_A01 Galvanneal | 18 gauge (0.052" | 1.32mm ) | 1.375" | 34.92mm | 0.39" | 9.91mm | 1.375" | 1.375" |
| .052_18GAGE_A01 Galvanneal | 18 gauge (0.052" | 1.32mm ) | 0.2" | 5.08mm | 0.05" | 1.27mm | 0.2" | 0.15" |
| .052_18GAGE_A01 Galvanneal | 18 gauge (0.052" | 1.32mm ) | 0.265" | 6.73mm | 0.07" | 1.78mm | 0.265" | 0.2" |
| .052_18GAGE_A01 Galvanneal | 18 gauge (0.052" | 1.32mm ) | 0.2" | 5.08mm | 0.04" | 1.02mm | 0.2" | 0.15" |
| .052_18GAGE_A01 Galvanneal | 18 gauge (0.052" | 1.32mm ) | 1.375" | 34.92mm | 0.375" | 9.52mm | 1.375" | 1.375" |
| .052_18GAGE_A01 Galvanneal | 18 gauge (0.052" | 1.32mm ) | 0.265" | 6.73mm | 0.062" | 1.57mm | 0.265" | 0.265" |
| .052_18GAGE_A01 Galvanneal | 18 gauge (0.052" | 1.32mm ) | 0.375" | 9.52mm | 0.06" | 1.52mm | 0.375" | 0.375" |
| .052_18GAGE_A01 Galvanneal | 18 gauge (0.052" | 1.32mm ) | 0.3" | 7.62mm | 0.062" | 1.57mm | 0.3" | 0.3" |
| .052_18GAGE_A01 Galvanneal | 18 gauge (0.052" | 1.32mm ) | 0.2" | 5.08mm | 0.045" | 1.14mm | 0.2" | 0.15" |
| .052_18GAGE_A01 Galvanneal | 18 gauge (0.052" | 1.32mm ) | 0.265" | 6.73mm | 0.055" | 1.40mm | 0.265" | 0.2" |
| .052_18GAGE_A01 Galvanneal | 18 gauge (0.052" | 1.32mm ) | 0.3" | 7.62mm | 0.05" | 1.27mm | 0.3" | 0.2" |
| .052_18GAGE_A01 Galvanneal | 18 gauge (0.052" | 1.32mm ) | 0.5" | 12.70mm | 0.125" | 3.18mm | 0.5" | 0.5" |
| .064_16GAGE_A01 Galvanneal | 16 gauge (0.064" | 1.63mm ) | 0.3" | 7.62mm | 0.06" | 1.52mm | 0.3" | 0.22" |
| .064_16GAGE_A01 Galvanneal | 16 gauge (0.064" | 1.63mm ) | 0.265" | 6.73mm | 0.055" | 1.40mm | 0.265" | 0.265" |
| .064_16GAGE_A01 Galvanneal | 16 gauge (0.064" | 1.63mm ) | 0.5" | 12.70mm | 0.1" | 2.54mm | 0.5" | 0.5" |
| .064_16GAGE_A01 Galvanneal | 16 gauge (0.064" | 1.63mm ) | 0.2" | 5.08mm | 0.05" | 1.27mm | 0.2" | 0.2" |
| .064_16GAGE_A01 Galvanneal | 16 gauge (0.064" | 1.63mm ) | 0.265" | 6.73mm | 0.05" | 1.27mm | 0.265" | 0.265" |
| .064_16GAGE_A01 Galvanneal | 16 gauge (0.064" | 1.63mm ) | 0.2" | 5.08mm | 0.035" | 0.89mm | 0.2" | 0.2" |
| .064_16GAGE_A01 Galvanneal | 16 gauge (0.064" | 1.63mm ) | 0.22" | 5.59mm | 0.05" | 1.27mm | 0.22" | 0.16" |
| .064_16GAGE_A01 Galvanneal | 16 gauge (0.064" | 1.63mm ) | 0.22" | 5.59mm | 0.04" | 1.02mm | 0.22" | 0.16" |
| .064_16GAGE_A01 Galvanneal | 16 gauge (0.064" | 1.63mm ) | 1.375" | 34.92mm | 0.55" | 13.97mm | 1.375" | 1.375" |
| .064_16GAGE_A01 Galvanneal | 16 gauge (0.064" | 1.63mm ) | 0.5" | 12.70mm | 0.07" | 1.78mm | 0.5" | 0.24" |
| .064_16GAGE_A01 Galvanneal | 16 gauge (0.064" | 1.63mm ) | 0.335" | 8.51mm | 0.07" | 1.78mm | 0.335" | 0.2" |
| .064_16GAGE_A01 Galvanneal | 16 gauge (0.064" | 1.63mm ) | 0.5" | 12.70mm | 0.25" | 6.35mm | 0.5" | 0.5" |
| .064_16GAGE_A01 Galvanneal | 16 gauge (0.064" | 1.63mm ) | 0.55" | 13.97mm | 0.03" | 0.76mm | 0.55" | 0.55" |
| .064_16GAGE_A01 Galvanneal | 16 gauge (0.064" | 1.63mm ) | 0.375" | 9.52mm | 0.05" | 1.27mm | 0.375" | 0.375" |
| .064_16GAGE_A01 Galvanneal | 16 gauge (0.064" | 1.63mm ) | 1.375" | 34.92mm | 0.54" | 13.72mm | 1.375" | 1.375" |
| .064_16GAGE_A01 Galvanneal | 16 gauge (0.064" | 1.63mm ) | 0.5" | 12.70mm | 0.125" | 3.18mm | 0.5" | 0.5" |
| .064_16GAGE_A01 Galvanneal | 16 gauge (0.064" | 1.63mm ) | 0.3" | 7.62mm | 0.062" | 1.57mm | 0.3" | 0.22" |
| .079_ 14GAGE_A01 Galvanneal | 14 gauge (0.079" | 2.01mm ) | 0.275" | 6.98mm | 0.04" | 1.02mm | 0.275" | 0.275" |
| .079_ 14GAGE_A01 Galvanneal | 14 gauge (0.079" | 2.01mm ) | 0.275" | 6.98mm | 0.062" | 1.57mm | 0.275" | 0.275" |
| .079_ 14GAGE_A01 Galvanneal | 14 gauge (0.079" | 2.01mm ) | 0.375" | 9.52mm | 0.05" | 1.27mm | 0.375" | 0.375" |
| .079_ 14GAGE_A01 Galvanneal | 14 gauge (0.079" | 2.01mm ) | 0.3" | 7.62mm | 0.04" | 1.02mm | 0.3" | 0.24" |
| .079_ 14GAGE_A01 Galvanneal | 14 gauge (0.079" | 2.01mm ) | 0.5" | 12.70mm | 0.08" | 2.03mm | 0.5" | 0.27" |
| .079_ 14GAGE_A01 Galvanneal | 14 gauge (0.079" | 2.01mm ) | 0.3" | 7.62mm | 0.062" | 1.57mm | 0.3" | 0.3" |
| .079_ 14GAGE_A01 Galvanneal | 14 gauge (0.079" | 2.01mm ) | 0.5" | 12.70mm | 0.09" | 2.29mm | 0.5" | 0.5" |
| .079_ 14GAGE_A01 Galvanneal | 14 gauge (0.079" | 2.01mm ) | 0.275" | 6.98mm | 0.055" | 1.40mm | 0.275" | 0.275" |
| .079_ 14GAGE_A01 Galvanneal | 14 gauge (0.079" | 2.01mm ) | 0.5" | 12.70mm | 0.08" | 2.03mm | 0.5" | 0.5" |
| .079_ 14GAGE_A01 Galvanneal | 14 gauge (0.079" | 2.01mm ) | 0.3" | 7.62mm | 0.045" | 1.14mm | 0.3" | 0.24" |
Stainless Steel
| Material and Grade | Thickness | Minimum Bend | Bend Radius | Min Flange | Min Hole |
|---|---|---|---|---|---|
| .025_24GAGE_304 Stainless Steel | 24 gauge (0.024" | 0.61mm ) | 0.2" | 5.08mm | 0.04" | 1.02mm | 0.2" | 0.15" |
| .025_24GAGE_304 Stainless Steel | 24 gauge (0.024" | 0.61mm ) | 0.265" | 6.73mm | 0.08" | 2.03mm | 0.265" | 0.185" |
| .025_24GAGE_304 Stainless Steel | 24 gauge (0.025" | 0.64mm ) | 0.5" | 12.70mm | 0.1" | 2.54mm | 0.5" | 0.15" |
| .031_22GAGE_304 Stainless Steel | 22 gauge (0.031" | 0.79mm ) | 0.3" | 7.62mm | 0.075" | 1.90mm | 0.3" | 0.3" |
| .031_22GAGE_304 Stainless Steel | 22 gauge (0.031" | 0.79mm ) | 0.55" | 13.97mm | 0.03" | 0.76mm | 0.55" | 0.55" |
| .031_22GAGE_304 Stainless Steel | 22 gauge (0.031" | 0.79mm ) | 0.265" | 6.73mm | 0.08" | 2.03mm | 0.265" | 0.265" |
| .031_22GAGE_304 Stainless Steel | 22 gauge (0.031" | 0.79mm ) | 0.5" | 12.70mm | 0.09" | 2.29mm | 0.5" | 0.27" |
| .031_22GAGE_304 Stainless Steel | 22 gauge (0.031" | 0.79mm ) | 0.3" | 7.62mm | 0.08" | 2.03mm | 0.3" | 0.22" |
| .031_22GAGE_304 Stainless Steel | 22 gauge (0.031" | 0.79mm ) | 0.2" | 5.08mm | 0.04" | 1.02mm | 0.2" | 0.15" |
| .031_22GAGE_304 Stainless Steel | 22 gauge (0.031" | 0.79mm ) | 0.375" | 9.52mm | 0.08" | 2.03mm | 0.375" | 0.375" |
| .031_22GAGE_304 Stainless Steel | 22 gauge (0.031" | 0.79mm ) | 0.2" | 5.08mm | 0.05" | 1.27mm | 0.2" | 0.15" |
| .038_20GAGE_304 Stainless Steel | 20 gauge (0.038" | 0.97mm ) | 0.3" | 7.62mm | 0.07" | 1.78mm | 0.3" | 0.19" |
| .038_20GAGE_304 Stainless Steel | 20 gauge (0.038" | 0.97mm ) | 0.5" | 12.70mm | 0.1" | 2.54mm | 0.5" | 0.27" |
| .038_20GAGE_304 Stainless Steel | 20 gauge (0.038" | 0.97mm ) | 0.265" | 6.73mm | 0.07" | 1.78mm | 0.265" | 0.265" |
| .038_20GAGE_304 Stainless Steel | 20 gauge (0.038" | 0.97mm ) | 0.3" | 7.62mm | 0.06" | 1.52mm | 0.3" | 0.19" |
| .038_20GAGE_304 Stainless Steel | 20 gauge (0.038" | 0.97mm ) | 0.2" | 5.08mm | 0.05" | 1.27mm | 0.2" | 0.15" |
| .038_20GAGE_304 Stainless Steel | 20 gauge (0.038" | 0.97mm ) | 0.55" | 13.97mm | 0.4" | 10.16mm | 0.55" | 0.55" |
| .038_20GAGE_304 Stainless Steel | 20 gauge (0.038" | 0.97mm ) | 0.5" | 12.70mm | 0.125" | 3.18mm | 0.5" | 0.5" |
| .038_20GAGE_304 Stainless Steel | 20 gauge (0.038" | 0.97mm ) | 0.375" | 9.52mm | 0.095" | 2.41mm | 0.375" | 0.375" |
| .038_20GAGE_304 Stainless Steel | 20 gauge (0.038" | 0.97mm ) | 0.5" | 12.70mm | 0.11" | 2.79mm | 0.5" | 0.27" |
| .050_18GAGE_304 Stainless Steel | 18 gauge (0.05" | 1.27mm ) | 0.375" | 9.52mm | 0.1" | 2.54mm | 0.375" | 0.375" |
| .050_18GAGE_304 Stainless Steel | 18 gauge (0.05" | 1.27mm ) | 0.3" | 7.62mm | 0.07" | 1.78mm | 0.3" | 0.2" |
| .050_18GAGE_304 Stainless Steel | 18 gauge (0.05" | 1.27mm ) | 0.5" | 12.70mm | 0.115" | 2.92mm | 0.5" | 0.29" |
| .050_18GAGE_304 Stainless Steel | 18 gauge (0.05" | 1.27mm ) | 0.3" | 7.62mm | 0.06" | 1.52mm | 0.3" | 0.2" |
| .050_18GAGE_304 Stainless Steel | 18 gauge (0.05" | 1.27mm ) | 0.265" | 6.73mm | 0.06" | 1.52mm | 0.265" | 0.2" |
| .050_18GAGE_304 Stainless Steel | 18 gauge (0.05" | 1.27mm ) | 0.265" | 6.73mm | 0.085" | 2.16mm | 0.265" | 0.2" |
| .050_18GAGE_304 Stainless Steel | 18 gauge (0.05" | 1.27mm ) | 0.375" | 9.52mm | 0.125" | 3.18mm | 0.375" | 0.375" |
| .050_18GAGE_304 Stainless Steel | 18 gauge (0.05" | 1.27mm ) | 0.55" | 13.97mm | 0.04" | 1.02mm | 0.55" | 0.55" |
| .050_18GAGE_304 Stainless Steel | 18 gauge (0.05" | 1.27mm ) | 0.2" | 5.08mm | 0.045" | 1.14mm | 0.2" | 0.16" |
| .050_18GAGE_304 Stainless Steel | 18 gauge (0.05" | 1.27mm ) | 0.5" | 12.70mm | 0.24" | 6.10mm | 0.5" | 0.5" |
| .050_18GAGE_304 Stainless Steel | 18 gauge (0.05" | 1.27mm ) | 1.375" | 34.92mm | 0.4" | 10.16mm | 1.375" | 1.375" |
| .050_18GAGE_304 Stainless Steel | 18 gauge (0.05" | 1.27mm ) | 0.5" | 12.70mm | 0.12" | 3.05mm | 0.5" | 0.3" |
| .050_18GAGE_304 Stainless Steel | 18 gauge (0.05" | 1.27mm ) | 0.265" | 6.73mm | 0.08" | 2.03mm | 0.265" | 0.265" |
| .050_18GAGE_304 Stainless Steel | 18 gauge (0.05" | 1.27mm ) | 0.3" | 7.62mm | 0.065" | 1.65mm | 0.3" | 0.3" |
| .050_18GAGE_304 Stainless Steel | 18 gauge (0.05" | 1.27mm ) | 0.2" | 5.08mm | 0.04" | 1.02mm | 0.2" | 0.16" |
| .050_18GAGE_304 Stainless Steel | 18 gauge (0.05" | 1.27mm ) | 0.5" | 12.70mm | 0.12" | 3.05mm | 0.5" | 0.29" |
| .050_18GAGE_304 Stainless Steel | 18 gauge (0.05" | 1.27mm ) | 0.2" | 5.08mm | 0.05" | 1.27mm | 0.2" | 0.16" |
| .063_ 16GAGE_304 Stainless Steel | 16 gauge (0.063" | 1.60mm ) | 0.22" | 5.59mm | 0.05" | 1.27mm | 0.22" | 0.17" |
| .063_ 16GAGE_304 Stainless Steel | 16 gauge (0.063" | 1.60mm ) | 0.3" | 7.62mm | 0.08" | 2.03mm | 0.3" | 0.3" |
| .063_ 16GAGE_304 Stainless Steel | 16 gauge (0.063" | 1.60mm ) | 0.3" | 7.62mm | 0.05" | 1.27mm | 0.3" | 0.22" |
| .063_ 16GAGE_304 Stainless Steel | 16 gauge (0.063" | 1.60mm ) | 0.22" | 5.59mm | 0.04" | 1.02mm | 0.22" | 0.17" |
| .063_ 16GAGE_304 Stainless Steel | 16 gauge (0.063" | 1.60mm ) | 0.375" | 9.52mm | 0.07" | 1.78mm | 0.375" | 0.375" |
| .063_ 16GAGE_304 Stainless Steel | 16 gauge (0.063" | 1.60mm ) | 0.2" | 5.08mm | 0.035" | 0.89mm | 0.2" | 0.2" |
| .063_ 16GAGE_304 Stainless Steel | 16 gauge (0.063" | 1.60mm ) | 0.3" | 7.62mm | 0.055" | 1.40mm | 0.3" | 0.22" |
| .063_ 16GAGE_304 Stainless Steel | 16 gauge (0.063" | 1.60mm ) | 0.55" | 13.97mm | 0.04" | 1.02mm | 0.55" | 0.55" |
| .063_ 16GAGE_304 Stainless Steel | 16 gauge (0.063" | 1.60mm ) | 0.5" | 12.70mm | 0.25" | 6.35mm | 0.5" | 0.5" |
| .063_ 16GAGE_304 Stainless Steel | 16 gauge (0.063" | 1.60mm ) | 0.265" | 6.73mm | 0.075" | 1.90mm | 0.265" | 0.265" |
| .063_ 16GAGE_304 Stainless Steel | 16 gauge (0.063" | 1.60mm ) | 0.265" | 6.73mm | 0.055" | 1.40mm | 0.265" | 0.265" |
| .063_ 16GAGE_304 Stainless Steel | 16 gauge (0.063" | 1.60mm ) | 0.5" | 12.70mm | 0.12" | 3.05mm | 0.5" | 0.5" |
| .063_ 16GAGE_304 Stainless Steel | 16 gauge (0.063" | 1.60mm ) | 0.265" | 6.73mm | 0.08" | 2.03mm | 0.265" | 0.265" |
| .063_ 16GAGE_304 Stainless Steel | 16 gauge (0.063" | 1.60mm ) | 0.2" | 5.08mm | 0.05" | 1.27mm | 0.2" | 0.2" |
| .063_ 16GAGE_304 Stainless Steel | 16 gauge (0.063" | 1.60mm ) | 0.335" | 8.51mm | 0.1" | 2.54mm | 0.335" | 0.23" |
| .063_ 16GAGE_304 Stainless Steel | 16 gauge (0.063" | 1.60mm ) | 0.5" | 12.70mm | 0.1" | 2.54mm | 0.5" | 0.29" |
| .063_ 16GAGE_304 Stainless Steel | 16 gauge (0.063" | 1.60mm ) | 0.5" | 12.70mm | 0.105" | 2.67mm | 0.5" | 0.5" |
| .078_14GAGE_304 Stainless Steel | 14 gauge (0.078" | 1.98mm ) | 0.75" | 19.05mm | 0.26" | 6.60mm | 0.75" | 0.75" |
| .078_14GAGE_304 Stainless Steel | 14 gauge (0.078" | 1.98mm ) | 0.275" | 6.98mm | 0.05" | 1.27mm | 0.275" | 0.275" |
| .078_14GAGE_304 Stainless Steel | 14 gauge (0.078" | 1.98mm ) | 0.5" | 12.70mm | 0.09" | 2.29mm | 0.5" | 0.5" |
| .078_14GAGE_304 Stainless Steel | 14 gauge (0.078" | 1.98mm ) | 0.5" | 12.70mm | 0.13" | 3.30mm | 0.5" | 0.3" |
| .078_14GAGE_304 Stainless Steel | 14 gauge (0.078" | 1.98mm ) | 0.3" | 7.62mm | 0.055" | 1.40mm | 0.3" | 0.22" |
| .078_14GAGE_304 Stainless Steel | 14 gauge (0.078" | 1.98mm ) | 0.5" | 12.70mm | 0.12" | 3.05mm | 0.5" | 0.3" |
| .078_14GAGE_304 Stainless Steel | 14 gauge (0.078" | 1.98mm ) | 0.3" | 7.62mm | 0.05" | 1.27mm | 0.3" | 0.3" |
| .078_14GAGE_304 Stainless Steel | 14 gauge (0.078" | 1.98mm ) | 0.275" | 6.98mm | 0.062" | 1.57mm | 0.275" | 0.275" |
| .078_14GAGE_304 Stainless Steel | 14 gauge (0.078" | 1.98mm ) | 1.5" | 38.10mm | 1.125" | 28.58mm | 1.5" | 1.5" |
| .078_14GAGE_304 Stainless Steel | 14 gauge (0.078" | 1.98mm ) | 0.275" | 6.98mm | 0.075" | 1.90mm | 0.275" | 0.275" |
| .078_14GAGE_304 Stainless Steel | 14 gauge (0.078" | 1.98mm ) | 0.5" | 12.70mm | 0.115" | 2.92mm | 0.5" | 0.5" |
| .078_14GAGE_304 Stainless Steel | 14 gauge (0.078" | 1.98mm ) | 1.375" | 34.92mm | 0.4" | 10.16mm | 1.375" | 1.375" |
| .078_14GAGE_304 Stainless Steel | 14 gauge (0.078" | 1.98mm ) | 0.5" | 12.70mm | 0.11" | 2.79mm | 0.5" | 0.5" |
| .078_14GAGE_304 Stainless Steel | 14 gauge (0.078" | 1.98mm ) | 0.375" | 9.52mm | 0.105" | 2.67mm | 0.375" | 0.375" |
| .109_12GAGE_304 Stainless Steel | 12 gauge (0.109" | 2.77mm ) | 0.5" | 12.70mm | 0.06" | 1.52mm | 0.5" | 0.36" |
| .109_12GAGE_304 Stainless Steel | 12 gauge (0.109" | 2.77mm ) | 0.75" | 19.05mm | 0.22" | 5.59mm | 0.75" | 0.75" |
| .109_12GAGE_304 Stainless Steel | 12 gauge (0.109" | 2.77mm ) | 0.5" | 12.70mm | 0.095" | 2.41mm | 0.5" | 0.36" |
| .109_12GAGE_304 Stainless Steel | 12 gauge (0.109" | 2.77mm ) | 0.5" | 12.70mm | 0.095" | 2.41mm | 0.5" | 0.5" |
| .109_12GAGE_304 Stainless Steel | 12 gauge (0.109" | 2.77mm ) | 0.75" | 19.05mm | 0.18" | 4.57mm | 0.75" | 0.75" |
| .120_11GAGE_304 Stainless Steel | (0.12" | 3.05mm ) | 0.75" | 19.05mm | 0.2" | 5.08mm | 0.75" | 0.75" |
| .120_11GAGE_304 Stainless Steel | (0.12" | 3.05mm ) | 1.5" | 38.10mm | 1.05" | 26.67mm | 1.5" | 1.5" |
| .120_11GAGE_304 Stainless Steel | (0.12" | 3.05mm ) | 0.75" | 19.05mm | 0.22" | 5.59mm | 0.75" | 0.75" |
| .120_11GAGE_304 Stainless Steel | (0.125" | 3.18mm ) | 0.5" | 12.70mm | 0.08" | 2.03mm | 0.5" | 0.5" |
| .120_11GAGE_304 Stainless Steel | (0.125" | 3.18mm ) | 0.5" | 12.70mm | 0.125" | 3.18mm | 0.5" | 0.5" |
| .120_11GAGE_304 Stainless Steel | (0.125" | 3.18mm ) | 0.5" | 12.70mm | 0.09" | 2.29mm | 0.5" | 0.5" |
| .120_11GAGE_304 Stainless Steel | (0.125" | 3.18mm ) | 0.5" | 12.70mm | 0.1" | 2.54mm | 0.5" | 0.5" |
Aluminum
| Material and Grade | Thickness | Minimum Bend | Bend Radius | Min Flange | Min Hole |
|---|---|---|---|---|---|
| .032_ Aluminum_5052-H32 | 20 gauge (0.032" | 0.81mm ) | 0.2" | 5.08mm | 0.035" | 0.89mm | 0.2" | 0.14" |
| .032_ Aluminum_5052-H32 | 20 gauge (0.032" | 0.81mm ) | 0.375" | 9.52mm | 0.055" | 1.40mm | 0.375" | 0.375" |
| .032_ Aluminum_5052-H32 | 20 gauge (0.032" | 0.81mm ) | 0.3" | 7.62mm | 0.04" | 1.02mm | 0.3" | 0.16" |
| .032_ Aluminum_5052-H32 | 20 gauge (0.032" | 0.81mm ) | 0.55" | 13.97mm | 0.03" | 0.76mm | 0.55" | 0.55" |
| .032_ Aluminum_5052-H32 | 20 gauge (0.032" | 0.81mm ) | 0.2" | 5.08mm | 0.04" | 1.02mm | 0.2" | 0.14" |
| .032_ Aluminum_5052-H32 | 20 gauge (0.032" | 0.81mm ) | 0.265" | 6.73mm | 0.062" | 1.57mm | 0.265" | 0.265" |
| .032_ Aluminum_5052-H32 | 20 gauge (0.032" | 0.81mm ) | 0.5" | 12.70mm | 0.06" | 1.52mm | 0.5" | 0.175" |
| .032_ Aluminum_5052-H32 | 20 gauge (0.032" | 0.81mm ) | 0.5" | 12.70mm | 0.04" | 1.02mm | 0.5" | 0.175" |
| .032_ Aluminum_5052-H32 | 20 gauge (0.032" | 0.81mm ) | 0.3" | 7.62mm | 0.07" | 1.78mm | 0.3" | 0.3" |
| AL PERF 3003-H14 , .032THK, .125in DIA, STAG .1875in CTRS | (0.032" | 0.81mm ) | 0.2" | 5.08mm | 0.035" | 0.89mm | 0.2" | 0.2" |
| .032_ Aluminum_5052-H32 | 20 gauge (0.032" | 0.81mm ) | 0.265" | 6.73mm | 0.05" | 1.27mm | 0.265" | 0.16" |
| AL PERF 3003-H14 , .032THK, .125in DIA, STAG .1875in CTRS | (0.032" | 0.81mm ) | 0.2" | 5.08mm | 0.04" | 1.02mm | 0.2" | 0.2" |
| .032_ Aluminum_5052-H32 | 20 gauge (0.032" | 0.81mm ) | 0.3" | 7.62mm | 0.045" | 1.14mm | 0.3" | 0.16" |
| .032_ Aluminum_5052-H32 | 20 gauge (0.032" | 0.81mm ) | 1.375" | 34.92mm | 0.4" | 10.16mm | 1.375" | 1.375" |
| .032_ Aluminum_5052-H32 | 20 gauge (0.032" | 0.81mm ) | 0.265" | 6.73mm | 0.04" | 1.02mm | 0.265" | 0.16" |
| .040_ Aluminum_5052-H32 | 18 gauge (0.04" | 1.02mm ) | 0.2" | 5.08mm | 0.045" | 1.14mm | 0.2" | 0.15" |
| .040_ Aluminum_5052-H32 | 18 gauge (0.04" | 1.02mm ) | 0.2" | 5.08mm | 0.04" | 1.02mm | 0.2" | 0.15" |
| .040_ Aluminum_5052-H32 | 18 gauge (0.04" | 1.02mm ) | 0.5" | 12.70mm | 0.04" | 1.02mm | 0.5" | 0.2" |
| .040_ Aluminum_5052-H32 | 18 gauge (0.04" | 1.02mm ) | 0.265" | 6.73mm | 0.062" | 1.57mm | 0.265" | 0.265" |
| .040_ Aluminum_5052-H32 | 18 gauge (0.04" | 1.02mm ) | 0.5" | 12.70mm | 0.24" | 6.10mm | 0.5" | 0.5" |
| .040_ Aluminum_5052-H32 | 18 gauge (0.04" | 1.02mm ) | 0.5" | 12.70mm | 0.125" | 3.18mm | 0.5" | 0.5" |
| .040_ Aluminum_5052-H32 | 18 gauge (0.04" | 1.02mm ) | 0.55" | 13.97mm | 0.04" | 1.02mm | 0.55" | 0.55" |
| .040_ Aluminum_5052-H32 | 18 gauge (0.04" | 1.02mm ) | 0.2" | 5.08mm | 0.035" | 0.89mm | 0.2" | 0.15" |
| .040_ Aluminum_5052-H32 | 18 gauge (0.04" | 1.02mm ) | 1.375" | 34.92mm | 0.45" | 11.43mm | 1.375" | 1.375" |
| .040_ Aluminum_5052-H32 | 18 gauge (0.04" | 1.02mm ) | 0.5" | 12.70mm | 0.06" | 1.52mm | 0.5" | 0.2" |
| .040_ Aluminum_5052-H32 | 18 gauge (0.04" | 1.02mm ) | 0.375" | 9.52mm | 0.045" | 1.14mm | 0.375" | 0.375" |
| .040_ Aluminum_5052-H32 | 18 gauge (0.04" | 1.02mm ) | 0.3" | 7.62mm | 0.04" | 1.02mm | 0.3" | 0.17" |
| .040_ Aluminum_5052-H32 | 18 gauge (0.04" | 1.02mm ) | 0.3" | 7.62mm | 0.07" | 1.78mm | 0.3" | 0.3" |
| .040_ Aluminum_5052-H32 | 18 gauge (0.04" | 1.02mm ) | 0.265" | 6.73mm | 0.05" | 1.27mm | 0.265" | 0.17" |
| .040_ Aluminum_5052-H32 | 18 gauge (0.04" | 1.02mm ) | 0.265" | 6.73mm | 0.04" | 1.02mm | 0.265" | 0.17" |
| .050_Aluminum_2024-T3 | (0.05" | 1.27mm ) | 1.375" | 34.92mm | 0.43" | 10.92mm | 1.375" | 1.375" |
| .050_Aluminum_2024-T3 | (0.05" | 1.27mm ) | 0.5" | 12.70mm | 0.26" | 6.60mm | 0.5" | 0.5" |
| .050_Aluminum_7075-T6 | (0.05" | 1.27mm ) | 1.375" | 34.92mm | 0.44" | 11.18mm | 1.375" | 1.375" |
| .050_Aluminum_2024-T3 | (0.05" | 1.27mm ) | 1.3" | 33.02mm | 1.38" | 35.05mm | 1.3" | 1.3" |
| .050_Aluminum_2024-T3 | (0.05" | 1.27mm ) | 0.75" | 19.05mm | 0.42" | 10.67mm | 0.75" | 0.75" |
| .050_Aluminum_7075-T6 | (0.05" | 1.27mm ) | 0.75" | 19.05mm | 0.42" | 10.67mm | 0.75" | 0.75" |
| .050_Aluminum_7075-T6 | (0.05" | 1.27mm ) | 0.5" | 12.70mm | 0.26" | 6.60mm | 0.5" | 0.5" |
| .050_Aluminum_2024-T3 | (0.05" | 1.27mm ) | 1.375" | 34.92mm | 0.81" | 20.57mm | 1.375" | 1.375" |
| .051_ Aluminum_5052-H32 | 16 gauge (0.051" | 1.30mm ) | 0.5" | 12.70mm | 0.125" | 3.18mm | 0.5" | 0.5" |
| .051_ Aluminum_5052-H32 | 16 gauge (0.051" | 1.30mm ) | 0.2" | 5.08mm | 0.035" | 0.89mm | 0.2" | 0.16" |
| .051_ Aluminum_5052-H32 | 16 gauge (0.051" | 1.30mm ) | 0.265" | 6.73mm | 0.062" | 1.57mm | 0.265" | 0.265" |
| .051_ Aluminum_5052-H32 | 16 gauge (0.051" | 1.30mm ) | 0.3" | 7.62mm | 0.062" | 1.57mm | 0.3" | 0.3" |
| .051_ Aluminum_5052-H32 | 16 gauge (0.051" | 1.30mm ) | 0.5" | 12.70mm | 0.05" | 1.27mm | 0.5" | 0.23" |
| .051_ Aluminum_5052-H32 | 16 gauge (0.051" | 1.30mm ) | 0.2" | 5.08mm | 0.045" | 1.14mm | 0.2" | 0.16" |
| .051_ Aluminum_5052-H32 | 16 gauge (0.051" | 1.30mm ) | 0.5" | 12.70mm | 0.04" | 1.02mm | 0.5" | 0.23" |
| .051_ Aluminum_5052-H32 | 16 gauge (0.051" | 1.30mm ) | 0.265" | 6.73mm | 0.05" | 1.27mm | 0.265" | 0.22" |
| .051_ Aluminum_5052-H32 | 16 gauge (0.051" | 1.30mm ) | 1.8" | 45.72mm | 1.2" | 30.48mm | 1.8" | 1.3" |
| .051_ Aluminum_5052-H32 | 16 gauge (0.051" | 1.30mm ) | 0.375" | 9.52mm | 0.04" | 1.02mm | 0.375" | 0.375" |
| .051_ Aluminum_5052-H32 | 16 gauge (0.051" | 1.30mm ) | 0.153" | 3.89mm | 0.04" | 1.02mm | 0.153" | 0.14" |
| .051_ Aluminum_5052-H32 | 16 gauge (0.051" | 1.30mm ) | 0.3" | 7.62mm | 0.04" | 1.02mm | 0.3" | 0.22" |
| .051_ Aluminum_5052-H32 | 16 gauge (0.051" | 1.30mm ) | 0.265" | 6.73mm | 0.035" | 0.89mm | 0.265" | 0.22" |
| .051_ Aluminum_5052-H32 | 16 gauge (0.051" | 1.30mm ) | 0.55" | 13.97mm | 0.03" | 0.76mm | 0.55" | 0.55" |
| .051_ Aluminum_5052-H32 | 16 gauge (0.051" | 1.30mm ) | 1.5" | 38.10mm | 1.2" | 30.48mm | 1.5" | 1.5" |
| .051_ Aluminum_5052-H32 | 16 gauge (0.051" | 1.30mm ) | 0.2" | 5.08mm | 0.04" | 1.02mm | 0.2" | 0.16" |
| .051_ Aluminum_5052-H32 | 16 gauge (0.051" | 1.30mm ) | 1.375" | 34.92mm | 0.4" | 10.16mm | 1.375" | 1.375" |
| .051_ Aluminum_5052-H32 | 16 gauge (0.051" | 1.30mm ) | 0.5" | 12.70mm | 0.23" | 5.84mm | 0.5" | 0.5" |
| .063_Aluminum_2024-T3 | (0.063" | 1.60mm ) | 0.75" | 19.05mm | 0.42" | 10.67mm | 0.75" | 0.75" |
| .063_Aluminum_7075-T6 | (0.063" | 1.60mm ) | 0.75" | 19.05mm | 0.43" | 10.92mm | 0.75" | 0.75" |
| .063_Aluminum_2024-T3 | (0.063" | 1.60mm ) | 1.375" | 34.92mm | 0.72" | 18.29mm | 1.375" | 1.375" |
| .063_Aluminum_2024-T3 | (0.063" | 1.60mm ) | 1.375" | 34.92mm | 0.43" | 10.92mm | 1.375" | 1.375" |
| .063_Aluminum_7075-T6 | (0.063" | 1.60mm ) | 1.3" | 33.02mm | 1.54" | 39.12mm | 1.3" | 1.3" |
| .063_Aluminum_7075-T6 | (0.063" | 1.60mm ) | 1.375" | 34.92mm | 0.43" | 10.92mm | 1.375" | 1.375" |
| .063_Aluminum_2024-T3 | (0.063" | 1.60mm ) | 1.3" | 33.02mm | 1.36" | 34.54mm | 1.3" | 1.3" |
| .064_ Aluminum_5052-H32 | 14 gauge (0.064" | 1.63mm ) | 0.55" | 13.97mm | 0.03" | 0.76mm | 0.55" | 0.55" |
| .064_ Aluminum_5052-H32 | 14 gauge (0.064" | 1.63mm ) | 1.5" | 38.10mm | 1.2" | 30.48mm | 1.5" | 1.5" |
| .064_ Aluminum_5052-H32 | 14 gauge (0.064" | 1.63mm ) | 0.3" | 7.62mm | 0.062" | 1.57mm | 0.3" | 0.2" |
| .064_ Aluminum_5052-H32 | 14 gauge (0.064" | 1.63mm ) | 1.5" | 38.10mm | 0.7" | 17.78mm | 1.5" | 1.5" |
| .064_ Aluminum_5052-H32 | 14 gauge (0.064" | 1.63mm ) | 0.265" | 6.73mm | 0.04" | 1.02mm | 0.265" | 0.265" |
| .064_ Aluminum_5052-H32 | 14 gauge (0.064" | 1.63mm ) | 1.375" | 34.92mm | 0.375" | 9.52mm | 1.375" | 1.375" |
| .064_ Aluminum_5052-H32 | 14 gauge (0.064" | 1.63mm ) | 1.8" | 45.72mm | 1.17" | 29.72mm | 1.8" | 1.3" |
| .064_ Aluminum_5052-H32 | 14 gauge (0.064" | 1.63mm ) | 0.5" | 12.70mm | 0.045" | 1.14mm | 0.5" | 0.24" |
| .064_ Aluminum_5052-H32 | 14 gauge (0.064" | 1.63mm ) | 0.5" | 12.70mm | 0.22" | 5.59mm | 0.5" | 0.5" |
| .064_ Aluminum_5052-H32 | 14 gauge (0.064" | 1.63mm ) | 1.5" | 38.10mm | 1.13" | 28.70mm | 1.5" | 1.5" |
| .064_ Aluminum_5052-H32 | 14 gauge (0.064" | 1.63mm ) | 0.5" | 12.70mm | 0.04" | 1.02mm | 0.5" | 0.5" |
| .064_ Aluminum_5052-H32 | 14 gauge (0.064" | 1.63mm ) | 0.265" | 6.73mm | 0.035" | 0.89mm | 0.265" | 0.265" |
| .064_ Aluminum_5052-H32 | 14 gauge (0.064" | 1.63mm ) | 1.5" | 38.10mm | 1.225" | 31.12mm | 1.5" | 1.5" |
| .064_ Aluminum_5052-H32 | 14 gauge (0.064" | 1.63mm ) | 0.265" | 6.73mm | 0.062" | 1.57mm | 0.265" | 0.265" |
| .064_ Aluminum_5052-H32 | 14 gauge (0.064" | 1.63mm ) | 0.5" | 12.70mm | 0.125" | 3.18mm | 0.5" | 0.5" |
| .064_ Aluminum_5052-H32 | 14 gauge (0.064" | 1.63mm ) | 0.2" | 5.08mm | 0.045" | 1.14mm | 0.2" | 0.2" |
| .064_ Aluminum_5052-H32 | 14 gauge (0.064" | 1.63mm ) | 0.3" | 7.62mm | 0.04" | 1.02mm | 0.3" | 0.2" |
| .064_ Aluminum_5052-H32 | 14 gauge (0.064" | 1.63mm ) | 0.22" | 5.59mm | 0.04" | 1.02mm | 0.22" | 0.18" |
| .064_ Aluminum_5052-H32 | 14 gauge (0.064" | 1.63mm ) | 0.3" | 7.62mm | 0.035" | 0.89mm | 0.3" | 0.2" |
| .064_ Aluminum_5052-H32 | 14 gauge (0.064" | 1.63mm ) | 0.5" | 12.70mm | 0.05" | 1.27mm | 0.5" | 0.5" |
| .064_ Aluminum_5052-H32 | 14 gauge (0.064" | 1.63mm ) | 0.375" | 9.52mm | 0.06" | 1.52mm | 0.375" | 0.375" |
| .064_ Aluminum_5052-H32 | 14 gauge (0.064" | 1.63mm ) | 0.2" | 5.08mm | 0.035" | 0.89mm | 0.2" | 0.2" |
| .064_ Aluminum_5052-H32 | 14 gauge (0.064" | 1.63mm ) | 0.22" | 5.59mm | 0.035" | 0.89mm | 0.22" | 0.18" |
| .064_ Aluminum_5052-H32 | 14 gauge (0.064" | 1.63mm ) | 0.335" | 8.51mm | 0.05" | 1.27mm | 0.335" | 0.18" |
| .080_Aluminum_2024-T3 | (0.08" | 2.03mm ) | 1.3" | 33.02mm | 1.44" | 36.58mm | 1.3" | 1.3" |
| .080_Aluminum_7075-T6 | (0.08" | 2.03mm ) | 1.3" | 33.02mm | 1.26" | 32.00mm | 1.3" | 1.3" |
| .080_Aluminum_2024-T3 | (0.08" | 2.03mm ) | 1.375" | 34.92mm | 0.43" | 10.92mm | 1.375" | 1.375" |
| .080_Aluminum_7075-T6 | (0.08" | 2.03mm ) | 1.375" | 34.92mm | 0.75" | 19.05mm | 1.375" | 1.375" |
| .080_Aluminum_2024-T3 | (0.08" | 2.03mm ) | 0.3" | 7.62mm | 0.04" | 1.02mm | 0.3" | 0.3" |
| .081_ Aluminum_5052-H32 | 12 gauge (0.081" | 2.06mm ) | 0.3" | 7.62mm | 0.0622" | 1.58mm | 0.3" | 0.3" |
| .081_ Aluminum_5052-H32 | 12 gauge (0.081" | 2.06mm ) | 0.75" | 19.05mm | 0.24" | 6.10mm | 0.75" | 0.75" |
| .081_ Aluminum_5052-H32 | 12 gauge (0.081" | 2.06mm ) | 1.5" | 38.10mm | 1.1" | 27.94mm | 1.5" | 1.5" |
| .081_ Aluminum_5052-H32 | 12 gauge (0.081" | 2.06mm ) | 0.5" | 12.70mm | 0.055" | 1.40mm | 0.5" | 0.26" |
| .081_ Aluminum_5052-H32 | 12 gauge (0.081" | 2.06mm ) | 0.5" | 12.70mm | 0.125" | 3.18mm | 0.5" | 0.5" |
| .081_ Aluminum_5052-H32 | 12 gauge (0.081" | 2.06mm ) | 0.275" | 6.98mm | 0.062" | 1.57mm | 0.275" | 0.275" |
| .081_ Aluminum_5052-H32 | 12 gauge (0.081" | 2.06mm ) | 0.3" | 7.62mm | 0.04" | 1.02mm | 0.3" | 0.2" |
| .081_ Aluminum_5052-H32 | 12 gauge (0.081" | 2.06mm ) | 1.375" | 34.92mm | 0.375" | 9.52mm | 1.375" | 1.375" |
| .081_ Aluminum_5052-H32 | 12 gauge (0.081" | 2.06mm ) | 0.5" | 12.70mm | 0.045" | 1.14mm | 0.5" | 0.5" |
| .081_ Aluminum_5052-H32 | 12 gauge (0.081" | 2.06mm ) | 1.5" | 38.10mm | 1" | 25.40mm | 1.5" | 1.5" |
| .081_ Aluminum_5052-H32 | 12 gauge (0.081" | 2.06mm ) | 0.335" | 8.51mm | 0.06" | 1.52mm | 0.335" | 0.22" |
| .081_ Aluminum_5052-H32 | 12 gauge (0.081" | 2.06mm ) | 0.5" | 12.70mm | 0.04" | 1.02mm | 0.5" | 0.5" |
| .081_ Aluminum_5052-H32 | 12 gauge (0.081" | 2.06mm ) | 1.8" | 45.72mm | 1.14" | 28.96mm | 1.8" | 1.3" |
| .081_ Aluminum_5052-H32 | 12 gauge (0.081" | 2.06mm ) | 0.275" | 6.98mm | 0.04" | 1.02mm | 0.275" | 0.275" |
| .081_ Aluminum_5052-H32 | 12 gauge (0.081" | 2.06mm ) | 0.375" | 9.52mm | 0.04" | 1.02mm | 0.375" | 0.375" |
| .090_Aluminum_2024-T3 | (0.09" | 2.29mm ) | 1.375" | 34.92mm | 0.39" | 9.91mm | 1.375" | 1.375" |
| .090_Aluminum_7075-T6 | (0.09" | 2.29mm ) | 0" | 0.00mm | 1.34" | 34.04mm | 0" | 1.3" |
| .090_Aluminum_2024-T3 | (0.09" | 2.29mm ) | 1.3" | 33.02mm | 1.26" | 32.00mm | 1.3" | 1.3" |
| .090_Aluminum_7075-T6 | (0.09" | 2.29mm ) | 1.375" | 34.92mm | 0.72" | 18.29mm | 1.375" | 1.375" |
| .090_Aluminum_2024-T3 | (0.09" | 2.29mm ) | 0.5" | 12.70mm | 0.24" | 6.10mm | 0.5" | 0.5" |
| .090_Aluminum_7075-T6 | (0.09" | 2.29mm ) | 1.375" | 34.92mm | 0.39" | 9.91mm | 1.375" | 1.375" |
| .090_Aluminum_2024-T3 | (0.09" | 2.29mm ) | 1.375" | 34.92mm | 0.72" | 18.29mm | 1.375" | 1.375" |
| .091_ Aluminum_5052-H32 | 11 gauge (0.091" | 2.31mm ) | 0.5" | 12.70mm | 0.04" | 1.02mm | 0.5" | 0.28" |
| .091_ Aluminum_5052-H32 | 11 gauge (0.091" | 2.31mm ) | 0.375" | 9.52mm | 0.04" | 1.02mm | 0.375" | 0.23" |
| .091_ Aluminum_5052-H32 | 11 gauge (0.091" | 2.31mm ) | 0.5" | 12.70mm | 0.045" | 1.14mm | 0.5" | 0.5" |
| .091_ Aluminum_5052-H32 | 11 gauge (0.091" | 2.31mm ) | 1.375" | 34.92mm | 0.375" | 9.52mm | 1.375" | 1.375" |
| .091_ Aluminum_5052-H32 | 11 gauge (0.091" | 2.31mm ) | 1.375" | 34.92mm | 0.24" | 6.10mm | 1.375" | 1.375" |
| .091_ Aluminum_5052-H32 | 11 gauge (0.091" | 2.31mm ) | 0.5" | 12.70mm | 0.125" | 3.18mm | 0.5" | 0.5" |
| .091_ Aluminum_5052-H32 | 11 gauge (0.091" | 2.31mm ) | 0.75" | 19.05mm | 0.24" | 6.10mm | 0.75" | 0.75" |
| .091_ Aluminum_5052-H32 | 11 gauge (0.091" | 2.31mm ) | 0.375" | 9.52mm | 0.062" | 1.57mm | 0.375" | 0.375" |
| .091_ Aluminum_5052-H32 | 11 gauge (0.091" | 2.31mm ) | 0.5" | 12.70mm | 0.05" | 1.27mm | 0.5" | 0.28" |
| .091_ Aluminum_5052-H32 | 11 gauge (0.091" | 2.31mm ) | 0.375" | 9.52mm | 0.05" | 1.27mm | 0.375" | 0.375" |
| .091_ Aluminum_5052-H32 | 11 gauge (0.091" | 2.31mm ) | 0.375" | 9.52mm | 0.04" | 1.02mm | 0.375" | 0.375" |
| .091_ Aluminum_5052-H32 | 11 gauge (0.091" | 2.31mm ) | 0.5" | 12.70mm | 0.05" | 1.27mm | 0.5" | 0.5" |
| .091_ Aluminum_5052-H32 | 11 gauge (0.0914" | 2.32mm ) | 0.375" | 9.52mm | 0.04" | 1.02mm | 0.375" | 0.375" |
| .100_Aluminum_2024-T3 | (0.1" | 2.54mm ) | 1.375" | 34.92mm | 0.72" | 18.29mm | 1.375" | 1.375" |
| .100_Aluminum_7075-T6 | (0.1" | 2.54mm ) | 1.3" | 33.02mm | 1.3" | 33.02mm | 1.3" | 1.3" |
| .100_Aluminum_2024-T3 | (0.1" | 2.54mm ) | 1.3" | 33.02mm | 1.18" | 29.97mm | 1.3" | 1.3" |
| .100_Aluminum_7075-T6 | (0.1" | 2.54mm ) | 1.375" | 34.92mm | 0.72" | 18.29mm | 1.375" | 1.375" |
| .102_ Aluminum_5052-H32 | 10 gauge (0.102" | 2.59mm ) | 1.8" | 45.72mm | 1.12" | 28.45mm | 1.8" | 1.3" |
| .102_ Aluminum_5052-H32 | 10 gauge (0.102" | 2.59mm ) | 1.5" | 38.10mm | 1.125" | 28.58mm | 1.5" | 1.5" |
| .102_ Aluminum_5052-H32 | 10 gauge (0.102" | 2.59mm ) | 0.5" | 12.70mm | 0.125" | 3.18mm | 0.5" | 0.26" |
| .102_ Aluminum_5052-H32 | 10 gauge (0.102" | 2.59mm ) | 0.5" | 12.70mm | 0.07" | 1.78mm | 0.5" | 0.26" |
| .102_ Aluminum_5052-H32 | 10 gauge (0.102" | 2.59mm ) | 0.5" | 12.70mm | 0.078" | 1.98mm | 0.5" | 0.5" |
| .102_ Aluminum_5052-H32 | 10 gauge (0.102" | 2.59mm ) | 0.5" | 12.70mm | 0.125" | 3.18mm | 0.5" | 0.5" |
| .102_ Aluminum_5052-H32 | 10 gauge (0.102" | 2.59mm ) | 0.5" | 12.70mm | 0.04" | 1.02mm | 0.5" | 0.26" |
| .102_ Aluminum_5052-H32 | 10 gauge (0.102" | 2.59mm ) | 1.5" | 38.10mm | 1.063" | 27.00mm | 1.5" | 1.5" |
| .102_ Aluminum_5052-H32 | 10 gauge (0.102" | 2.59mm ) | 0.5" | 12.70mm | 0.04" | 1.02mm | 0.5" | 0.5" |
| .102_ Aluminum_5052-H32 | 10 gauge (0.102" | 2.59mm ) | 0.5" | 12.70mm | 0.045" | 1.14mm | 0.5" | 0.26" |
| .102_ Aluminum_5052-H32 | 10 gauge (0.102" | 2.59mm ) | 0.366" | 9.30mm | 0.07" | 1.78mm | 0.366" | 0.28" |
| .125_Aluminum_2024-T3 | 8 gauge (0.125" | 3.18mm ) | 1.375" | 34.92mm | 0.66" | 16.76mm | 1.375" | 1.375" |
| .125_Aluminum_7075-T6 | 8 gauge (0.125" | 3.18mm ) | 1.3" | 33.02mm | 1.26" | 32.00mm | 1.3" | 1.3" |
| .125_Aluminum_2024-T3 | 8 gauge (0.125" | 3.18mm ) | 1.3" | 33.02mm | 1.16" | 29.46mm | 1.3" | 1.3" |
| .1285_ Aluminum_5052-H32 | 8 gauge (0.1285" | 3.26mm ) | 0.5" | 12.70mm | 0.06" | 1.52mm | 0.5" | 0.5" |
| .1285_ Aluminum_5052-H32 | 8 gauge (0.1285" | 3.26mm ) | 0.5" | 12.70mm | 0.045" | 1.14mm | 0.5" | 0.5" |
| .1285_ Aluminum_5052-H32 | 8 gauge (0.1285" | 3.26mm ) | 0.75" | 19.05mm | 0.125" | 3.18mm | 0.75" | 0.75" |
| .1285_ Aluminum_5052-H32 | 8 gauge (0.1285" | 3.26mm ) | 1.5" | 38.10mm | 1" | 25.40mm | 1.5" | 1.5" |
| .1285_ Aluminum_5052-H32 | 8 gauge (0.1285" | 3.26mm ) | 0.5" | 12.70mm | 0.125" | 3.18mm | 0.5" | 0.5" |
| .1285_ Aluminum_5052-H32 | 8 gauge (0.1285" | 3.26mm ) | 1.375" | 34.92mm | 0.375" | 9.52mm | 1.375" | 1.375" |
| .1285_ Aluminum_6061-T6 | (0.1285" | 3.26mm ) | 1.375" | 34.92mm | 0.375" | 9.52mm | 1.375" | 1.375" |
| .1285_ Aluminum_5052-H32 | 8 gauge (0.1285" | 3.26mm ) | 0.5" | 12.70mm | 0.065" | 1.65mm | 0.5" | 0.31" |
| .1285_ Aluminum_5052-H32 | 8 gauge (0.1285" | 3.26mm ) | 1.5" | 38.10mm | 1.05" | 26.67mm | 1.5" | 1.5" |
| .1285_ Aluminum_5052-H32 | 8 gauge (0.1285" | 3.26mm ) | 1.8" | 45.72mm | 1.1" | 27.94mm | 1.8" | 1.3" |
| .1285_ Aluminum_5052-H32 | 8 gauge (0.1285" | 3.26mm ) | 1.375" | 34.92mm | 0.225" | 5.72mm | 1.375" | 1.375" |
| .1285_ Aluminum_5052-H32 | 8 gauge (0.1285" | 3.26mm ) | 0.5" | 12.70mm | 0.04" | 1.02mm | 0.5" | 0.5" |
| .1285_ Aluminum_5052-H32 | 8 gauge (0.1285" | 3.26mm ) | 0.366" | 9.30mm | 0.08" | 2.03mm | 0.366" | 0.34" |
| .188_ Aluminum_5052-H32 | 5 gauge (0.188" | 4.78mm ) | 1.375" | 34.92mm | 0.125" | 3.18mm | 1.375" | 1.375" |
| .188_ Aluminum_5052-H32 | 5 gauge (0.188" | 4.78mm ) | 1.5" | 38.10mm | 0.375" | 9.52mm | 1.5" | 1.5" |
| .188_ Aluminum_5052-H32 | 5 gauge (0.188" | 4.78mm ) | 1.375" | 34.92mm | 0.16" | 4.06mm | 1.375" | 1.375" |
| .188_ Aluminum_5052-H32 | 5 gauge (0.188" | 4.78mm ) | 0.75" | 19.05mm | 0.12" | 3.05mm | 0.75" | 0.75" |
| .188_ Aluminum_5052-H32 | 5 gauge (0.188" | 4.78mm ) | 1.375" | 34.92mm | 0.375" | 9.52mm | 1.375" | 1.375" |
| .188_ Aluminum_5052-H32 | 5 gauge (0.188" | 4.78mm ) | 1.375" | 34.92mm | 0.22" | 5.59mm | 1.375" | 1.375" |
| .188_ Aluminum_5052-H32 | 5 gauge (0.188" | 4.78mm ) | 1.375" | 34.92mm | 0.355" | 9.02mm | 1.375" | 1.375" |
| .250_ Aluminum_5052-H32 | (0.25" | 6.35mm ) | 1.375" | 34.92mm | 0.25" | 6.35mm | 1.375" | 1.375" |
| .250_ Aluminum_5052-H32 | (0.25" | 6.35mm ) | 1.375" | 34.92mm | 0.625" | 15.88mm | 1.375" | 1.375" |
| .250_ Aluminum_5052-H32 | (0.25" | 6.35mm ) | 0.8" | 20.32mm | 0.06" | 1.52mm | 0.8" | 0.8" |
| .250_ Aluminum_5052-H32 | (0.25" | 6.35mm ) | 1.375" | 34.92mm | 0.16" | 4.06mm | 1.375" | 1.375" |
| .250_ Aluminum_5052-H32 | (0.25" | 6.35mm ) | 1.375" | 34.92mm | 0.375" | 9.52mm | 1.375" | 1.375" |
| .250_ Aluminum_5052-H32 | (0.25" | 6.35mm ) | 0.8" | 20.32mm | 0.125" | 3.18mm | 0.8" | 0.8" |
| .250_ Aluminum_5052-H32 | (0.25" | 6.35mm ) | 1.375" | 34.92mm | 0.22" | 5.59mm | 1.375" | 1.375" |
Copper
| Material and Grade | Thickness | Minimum Bend | Bend Radius | Min Flange | Min Hole |
|---|---|---|---|---|---|
| .064_C110 COPPER | (0.064" | 1.63mm ) | 0.22" | 5.59mm | 0.04" | 1.02mm | 0.22" | 0.16" |
| .064_C110 COPPER | (0.064" | 1.63mm ) | 0.265" | 6.73mm | 0.04" | 1.02mm | 0.265" | 0.2" |
| .064_C110 COPPER | (0.064" | 1.63mm ) | 0.265" | 6.73mm | 0.055" | 1.40mm | 0.265" | 0.265" |
| .064_C110 COPPER | (0.064" | 1.63mm ) | 0.22" | 5.59mm | 0.035" | 0.89mm | 0.22" | 0.16" |
| .064_C110 COPPER | (0.064" | 1.63mm ) | 1.375" | 34.92mm | 0.375" | 9.52mm | 1.375" | 1.375" |
| .064_C110 COPPER | (0.064" | 1.63mm ) | 0.5" | 12.70mm | 0.125" | 3.18mm | 0.5" | 0.5" |
| .093_C110 COPPER | (0.093" | 2.36mm ) | 0.5" | 12.70mm | 0.05" | 1.27mm | 0.5" | 0.24" |
| .093_C110 COPPER | (0.093" | 2.36mm ) | 0.5" | 12.70mm | 0.115" | 2.92mm | 0.5" | 0.5" |
| .093_C110 COPPER | (0.093" | 2.36mm ) | 0.375" | 9.52mm | 0.04" | 1.02mm | 0.375" | 0.24" |
| .093_C110 COPPER | (0.093" | 2.36mm ) | 0.5" | 12.70mm | 0.05" | 1.27mm | 0.5" | 0.3" |
| .125_C110 COPPER | (0.125" | 3.18mm ) | 0.5" | 12.70mm | 0.08" | 2.03mm | 0.5" | 0.35" |
| .125_C110 COPPER | (0.125" | 3.18mm ) | 0.5" | 12.70mm | 0.125" | 3.18mm | 0.5" | 0.5" |
| .125_C110 COPPER | (0.125" | 3.18mm ) | 0.5" | 12.70mm | 0.06" | 1.52mm | 0.5" | 0.5" |
| .188_C110 COPPER | (0.188" | 4.78mm ) | 0.685" | 17.40mm | 0.085" | 2.16mm | 0.685" | 0.685" |
| .188_C110 COPPER | (0.188" | 4.78mm ) | 1.375" | 34.92mm | 0.2" | 5.08mm | 1.375" | 1.375" |
| .188_C110 COPPER | (0.188" | 4.78mm ) | 0.5" | 12.70mm | 0.04" | 1.02mm | 0.5" | 0.5" |
| .250_C110 COPPER | (0.25" | 6.35mm ) | 1.375" | 34.92mm | 0.375" | 9.52mm | 1.375" | 1.375" |
| .250_C110 COPPER | (0.25" | 6.35mm ) | 0.685" | 17.40mm | 0.07" | 1.78mm | 0.685" | 0.685" |
| .250_C110 COPPER | (0.25" | 6.35mm ) | 1.375" | 34.92mm | 0.08" | 2.03mm | 1.375" | 1.375" |
| .250_C110 COPPER | (0.25" | 6.35mm ) | 0.685" | 17.40mm | 0.125" | 3.18mm | 0.685" | 0.685" |
| .250_C110 COPPER | (0.25" | 6.35mm ) | 1.375" | 34.92mm | 0.25" | 6.35mm | 1.375" | 1.375" |